带棍压机的管磨机内部改造措施
文章来源:lntbhr 更新时间:2016/04/13
管磨机在联合粉磨系统中往往是一个最重要的环节,如何发挥管磨机的潜在能力是当前每个水泥工作者努力追求的目标。原有管磨机内部结构设计已远远达不到现在联合粉磨工艺系统工程中,对管磨机的工艺参数所提出的要求。为此,磨机内部技术改造势在必行。本文介绍针对带辊压机的管磨机磨内关键部位的技术改造,使其更好地适应联合粉磨工艺系统提产降耗的要求。
1 调整前情况
淮安楚城水泥有限公司原有一条Φ3.8m×13m闭路水泥粉磨生产线,2014年委托合肥水泥研究设计院对系统进行了技术改造,采用160-140辊压机+VX3000V型选粉机+管磨机组成联合粉磨系统(开流),设计产量160t/h。虽然该系统较最初系统产量有大幅度提高,由110t/h提高到最高时的160t/h(P·C32.5R水泥),水泥综合电耗降至 30kWh/t,但系统运行2个月后,产量急速下滑,最后稳定在140t/h左右,水泥综合电耗也增加至36kWh/t。经济效益不佳。系统运行参数为入辊压机物料粒度25~40mm,辊压机工作压力9~10MPa,入磨物料粒度80μm筛筛余18%~23%。
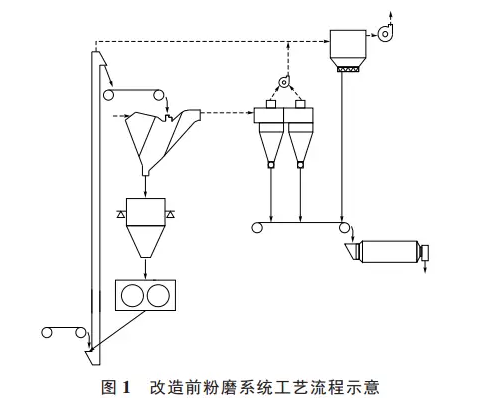
表1是该公司2014年4月和6月粉磨系统部分生产数据统计。粉磨系统改造前工艺流程见图 1。
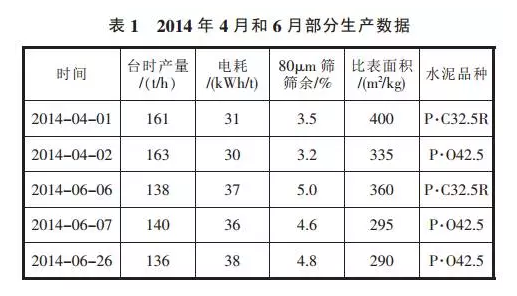
P·C32.5R水泥物料配比:熟料55%、石灰石12.5%、炉渣6%、粉煤灰21%和石膏5.5%,外掺25%的矿渣粉(不算产量);P·O42.5水泥物料配比:熟料74.5%、石灰石10%、炉渣9.5%和石膏6%,外掺25%的矿渣粉(不算产量)。其中颗粒细的混合材直接入磨,而易磨性差的、颗粒大的混合材和熟料入辊压机。
2 存在问题分析
2014年7月份,经中国水泥技术网组织专家对该系统进行诊断,认为该粉磨系统原配置基本合理,辊压机+V 型选粉机系统工作正常。主要问题是磨内部分设备不能适应工厂原材料特性,加之研磨体级配调整时没有考虑原材料具体情况,使系统没有发挥应有的能力,导致产量低,产品颗粒级配不合理。
具体问题如下:
1)一仓衬板配置不合理。经过辊压机+V型选粉机系统后,入磨物料粒度已降低,80μm筛筛余≤23%,一仓的主要作用是研磨,不需要破碎。而一仓原采用的是阶梯衬板,阶梯衬板主要作用是提升研磨体,使其具有一定的势能,从而对物料形成冲击破碎。这种配置造成一仓单位长度研磨体做功少,入二仓物料粗。
2)隔仓板设计不合理。隔仓板采用的是早期开发的产品,配置了盲板,这种形式的隔仓板易造成堵塞,影响通风及物料正常流动。
3)磨尾篦板设计不合理。磨尾篦板堵塞严重,影响出料和通风。
4)研磨体级配不合理。研磨体级配调整时应综合考虑各种物料的易磨性、物料粒度和物料水分等因素,但原级配方案未能综合考虑。
3 改造措施
针对以上问题,结合工厂实际情况,我们制定了如下技改及调整措施。
3.1 下料装置的改造
改造成上层进料、下层和边部进风的双层下料进风装置,增加进风管道的截面积。
具体措施是:下料管道进入进风管道,不允许有任何漏料,直筒进入磨机一仓,下料口位置要将前部堵上,上下左右开口,其每个面的开口面积应与下料管截面积相等,前部堵板应该在一仓内,钢球击不到的地方就可以。这样的下料装置缓解了下料物料的冲击力,物料不能一下子就冲到一仓的尾部,也消除了一仓的研磨盲区。
3.2 磨机一仓的衬板改造
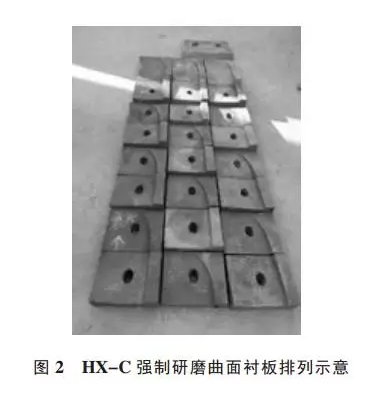
将原一仓阶梯衬板更换为HX-C强制研磨曲面衬板。这种衬板的好处是将研磨体提升至合适的高度后,不会产生抛落,而是逆向滑动,从而增加了研磨能力。根据制造厂家经验,仅此一项,在辊压机联合粉磨系统中便可使系统产量提高约10%。HX-C强制研磨曲面衬板见图2。
3.3 隔仓板的改造
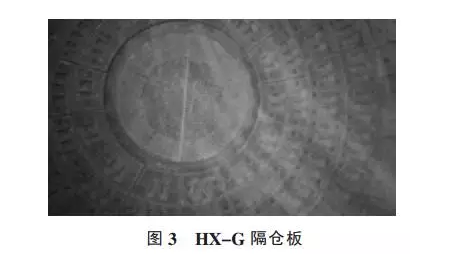
用HX-G隔仓板替换原有隔仓板,改善磨内通风及物料的流动。现有的双层隔仓板除了隔仓板的支架和中心孔结构不变外,前篦板、后盲板、中间筛板全部换型。前篦板、后盲板都做成截面积通风效果好的新型篦缝装置,中间筛板更换成6mm厚的304不锈钢,筛缝规格由3mm改为6mm。改后的双层隔仓板具有截面积通风效果好,过料能力强,筛缝有自清洁能力,前后篦板篦缝和筛板筛缝不会堵塞。同时,这种隔仓板还有消除一、二仓的研磨盲区的功效。HX-G隔仓板见图3。
3.4 磨尾篦板的改造
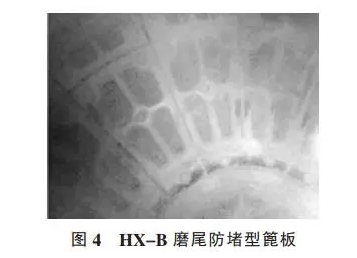
把以前的铸造型磨尾篦板改造成筛篦组合形式的篦板。篦板结构在原来的篦条区域内开口,以最大截面积为理想值,使用筛板筛缝作为磨尾篦缝的终结构,满足磨尾过风和过料截面积的需要。这种筛篦组合式篦板,能够解决尾仓温度高、静电糊磨和过粉磨的问题。为此,将原磨尾篦板更换成HX-B防堵型篦板,改善磨内通风和物料流速。HX-B防堵型篦板见图4。
3.5 活化环的改造
加高活化环的有效高度到1000mm以上,活化环设有下盲板300mm的挡料高度。去掉了原来650mm活化环结构。
3.6 调整研磨体级配
根据新的工艺条件调整研磨体级配。研磨体级配应根据熟料、混合材等各种物料的易磨性进行计算,对于不同的粉磨系统,应采取相应的级配方案,在试生产时,还须根据生产数据(如比表面积、筛余和工作电流等)作实时调整,最后找出最佳级配。
3.7 其他调整
对操作人员进行岗前培训。新的生产工艺,需要有新的操作理念,为此,需改变传统的操作模式,适应新工艺条件下对操作人员素质的要求。
4 调整后情况
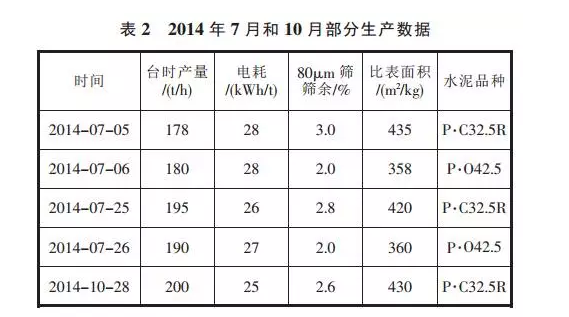
经过上述改造及调整,联合粉磨系统运行情况有了较大幅度的改善,表2是改造及调整后的实际运行数据。由表2可知,生产P·C32.5R水泥时系统产量达到195~200t/h,水泥综合电耗可降至25kWh/t,生产P·O42.5水泥时台时产量稳定在180~190t/h,产品比表面积和筛余符合控制要求,单位水泥生产电耗大大降低。实现了高产、低耗绿色生产,企业经济效益大幅度提高。
5 结束语
决定磨机产质量的因素除系统配置外,与操作理念、研磨体级配也有很大关系。管磨机磨内结构的技术改造只是为提产、保质、降耗提供了一个前提。磨机通风效果不好,再好的研磨体级配也发挥不出作用。合理的磨内配置,可改善磨内工作状况,从而大幅度提高系统产量,降低粉磨电耗。HX-C曲面衬板、HXB磨尾篦板、HX-G隔仓板系列等磨内设备设计合理,对改善磨内通风、控制物料流速起到决定性作用。管磨机能力上去了,联合粉磨系统也就解决了大部分问题,再搞好辊压机系统改造和调试工作,使其不影响管磨机的能量,如果是双闭路系统,也要改造和调试好磨尾选粉机的选粉效率,这样联合粉磨系统的产质量才能发挥到最佳状态。
来源:中国水泥备件网论坛
【返回】
上一条:抱歉暂无数据
下一条:抱歉暂无数据

 本公司主要经营项目:水泥助磨剂及母液 聚合多元醇 混凝土外加剂 混凝土强效剂
本公司主要经营项目:水泥助磨剂及母液 聚合多元醇 混凝土外加剂 混凝土强效剂